
Formwerkzeug und Verfahren zum Strangpressen von metallischen Werkstoffen
Die Erfindung beschreibt Formwerkzeuge, die eine Herstellung von metallischen Strangpressteilen mit überwiegend isotropen Eigenschaften ermöglicht. Zusätzlich wird ein Verfahren vorgeschlagen, das die Herstellung von weitgehend isotropen Strangpressteilen mit herkömmlichen Strangpressen begünstigt.
Herausforderung
Das Strangpressen ist ein Druckumformverfahren, das zur Herstellung von Rohren, Drähten, Stäben und/oder (unregelmäßig) geformten Profilen genutzt werden kann. Das Werkstück wird in einen Zufuhrkanal eingesetzt und mit einem Stempel durch ein Formwerkzeug gepresst. Der Werkstoff wird dabei plastisch verformt und es entsteht ein Strangpressteil in gewünschter Form. Oft zeigen die so hergestellten Strangpressteile (aus bspw. Magnesiumwerkstoffen) stark anisotrope (richtungsabhängige) mechanische Eigenschaften, wie eine Zug-Druck- und/oder Biegeanisotropie, so dass ihre Anwendung als Strukturkomponenten stark eingeschränkt ist. Um ein verbessertes isotropes (richtungsunabhängiges) mechanisches Verhalten der Strangpressteile zu erreichen, können dem Strangpressmaterial Legierungsbestandteile beigemischt werden. Allerdings wird dabei die Strangpressbarkeit aufgrund stark steigender Presskräfte verschlechtert. Mehrfaches Strangpressen desselben Profils mit einem abgewinkelten Zufuhrkanal ermöglicht auch die Erzeugung von Werkstücken mit erhöhter Isotropie. Mit den aktuell vorhandenen Pressen ist dies nicht ohne Weiteres realisierbar.
Unsere Lösung
Der Umformprozess des metallischen Werkstoffs findet in den erfindungsgemäßen Formwerkzeugen im Wesentlichen innerhalb der Strangpressmatrize statt. Im Gegensatz zum herkömmlichen Strangpressen wird der gesamte Materialstrom in den inneren und äußeren laminaren Schichten senkrecht und quer zur Strangpressrichtung bewegt. Erfindungsgemäß wird ein Formwerkzeug mit einer Matrize mit mindestens einer Matrizenkanalwand verwendet, die in den Matrizenkanal hinein gewölbt ist. Die von den Matrizenkanalwänden definierten Kanalquerschnittsflächen bleiben in ihrer Größe im Wesentlichen konstant. In Abb. 1 sind Beispiele für mögliche, erfindungsgemäße Ausführungsformen von Strangpressmatrizen zur Herstellung von isotropen, metallischen Werkstücken dargestellt.
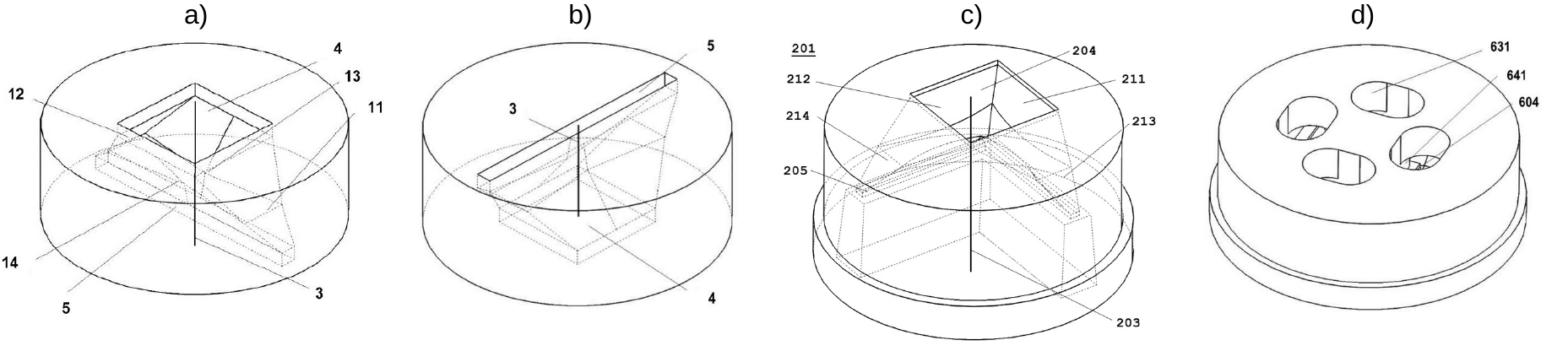 Abb. 1: Erfindungsgemäße Ausführungsformen von Strangpressmatrizen zur Herstellung von a) und b) Band- sowie c) L-Profilen aus metallischen Werkstoffen mit isotropen Eigenschaften (Adaption nach Patentanmeldung).
Abb. 1: Erfindungsgemäße Ausführungsformen von Strangpressmatrizen zur Herstellung von a) und b) Band- sowie c) L-Profilen aus metallischen Werkstoffen mit isotropen Eigenschaften (Adaption nach Patentanmeldung).
 Abb. 2: Formwerkzeug zur Herstellung von metallischen Hohlprofilen mit isotropen Eigenschaften. Die Details des gleichen Formwerkzeugs sind in a-d) dargestellt. Die grau schattierten Bereiche heben einige Matrizenkanalwände hervor (Adaption nach Patentanmeldung).
Abb. 2: Formwerkzeug zur Herstellung von metallischen Hohlprofilen mit isotropen Eigenschaften. Die Details des gleichen Formwerkzeugs sind in a-d) dargestellt. Die grau schattierten Bereiche heben einige Matrizenkanalwände hervor (Adaption nach Patentanmeldung).
Vorteile
- Herstellung von metallischen Strangpressteilen mit isotropen mechanischen Eigenschaften
- Flexible Anpassung an die Fertigung von metallischen Band-, L- und Hohlprofilen möglich
- Anpassung des Verfahrens an herkömmliche Pressen möglich
- Strangpressmatrizen können bspw. mittel 3D-Metalldruckverfahren hergestellt werden
Anwendungsbereiche
- Herstellung von Bauteilen/Komponenten aus Magnesium, Aluminium sowie Magnesium- und Aluminiumlegierungen mit isotropen Eigenschaften
- Anwendung der Technologie in der Metall- und Automobilindustrie
Entwicklungsstand
Die Formwerkzeuge wurden erfolgreich entwickelt und getestet. Der Produktionsprozess von metallischen Teilen mit den Formwerkzeugen wurde erprobt.
Patentsituation
Deutsche Patentanmeldung erteilt: DE102020128163
Internationale Patentanmeldung: WO2022090135A1
Anmelderin: Leuphana Universität Lüneburg Stiftung öffentlichen Rechts
Kontakt
Dr. Mirza Mackovic
Patentmanager Technik
E-Mail: Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Tel.: +49 551 30724 153
Referenz: CPA-2252-ULue